



ລະບົບຕ່ອງໂສ້ລຳລຽງລູກກິ້ງດ່ຽວສຳລັບສາຍການຜະລິດຖົງມື
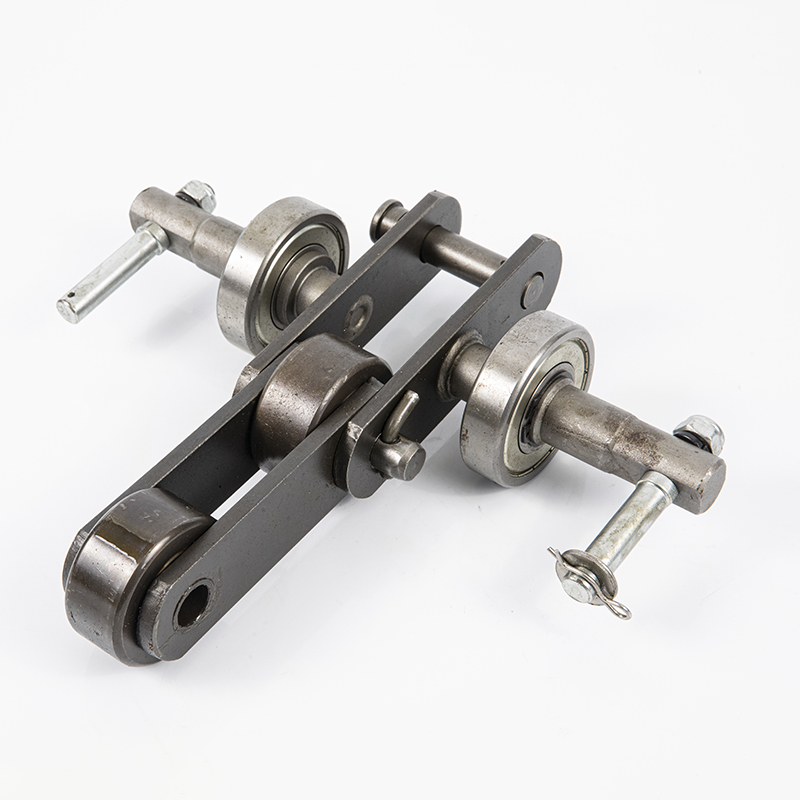
ລະບົບຕ່ອງໂສ້ການລຳລຽງແມ່ນຄືກັນກັບລະບົບຕ່ອງໂສ້ການສົ່ງກຳລັງ. ລະບົບຕ່ອງໂສ້ການລຳລຽງທີ່ມີຄວາມແມ່ນຍຳສູງຍັງປະກອບດ້ວຍຊຸດຂອງແບຣິ່ງ, ເຊິ່ງຖືກຍຶດດ້ວຍແຜ່ນຕ່ອງໂສ້ດ້ວຍຄວາມຈຳກັດ, ແລະຄວາມສຳພັນທາງຕຳແໜ່ງລະຫວ່າງກັນແມ່ນຖືກຕ້ອງຫຼາຍ.
ແຕ່ລະແບຣິ່ງປະກອບດ້ວຍເຂັມ ແລະ ປອກທີ່ລໍ້ຂອງໂສ້ໝູນ. ທັງເຂັມ ແລະ ປອກໄດ້ຮັບການປຸງແຕ່ງແຂງໜ້າຜິວ, ເຊິ່ງຊ່ວຍໃຫ້ຂໍ້ຕໍ່ສາມາດພັບໄດ້ພາຍໃຕ້ຄວາມກົດດັນທີ່ສູງຂຶ້ນ, ແລະສາມາດທົນທານຕໍ່ຄວາມກົດດັນການໂຫຼດທີ່ສົ່ງໂດຍລໍ້ ແລະ ຜົນກະທົບໃນລະຫວ່າງການຕໍ່. ໂສ້ລຳລຽງທີ່ມີຄວາມແຂງແຮງຕ່າງໆມີຊຸດຂອງລະດັບຄວາມເລິກຂອງໂສ້ທີ່ແຕກຕ່າງກັນ: ລະດັບຄວາມເລິກຂອງໂສ້ຂຶ້ນກັບຄວາມຕ້ອງການຄວາມແຂງແຮງຂອງແຂ້ວສະເກຣດ ແລະ ຄວາມຕ້ອງການຄວາມແຂງຂອງແຜ່ນໂສ້ ແລະ ໂສ້ທົ່ວໄປ. ຖ້າຈຳເປັນ, ມັນສາມາດເສີມຄວາມແຂງແຮງໄດ້. ປອກສາມາດເກີນລະດັບຄວາມເລິກຂອງໂສ້ທີ່ກຳນົດໄວ້, ແຕ່ຕ້ອງມີຊ່ອງຫວ່າງຢູ່ໃນແຂ້ວເກຍເພື່ອຖອດປອກອອກ.
ການແກ້ໄຂບັນຫາ:
ການບ່ຽງເບນຂອງສາຍພານລຳລຽງແມ່ນໜຶ່ງໃນຂໍ້ບົກຜ່ອງທົ່ວໄປເມື່ອສາຍພານລຳລຽງກຳລັງແລ່ນ. ມີຫຼາຍສາເຫດຂອງຄວາມບ່ຽງເບນ, ສາເຫດຫຼັກແມ່ນຄວາມແມ່ນຍຳໃນການຕິດຕັ້ງຕ່ຳ ແລະ ການບຳລຸງຮັກສາປະຈຳວັນທີ່ບໍ່ດີ. ໃນລະຫວ່າງຂະບວນການຕິດຕັ້ງ, ລູກກິ້ງຫົວ ແລະ ຫາງ ແລະ ລູກກິ້ງລະດັບກາງຄວນຢູ່ໃນເສັ້ນກາງດຽວກັນເທົ່າທີ່ຈະເປັນໄປໄດ້ ແລະ ຂະໜານກັນເພື່ອຮັບປະກັນວ່າສາຍພານລຳລຽງຈະບໍ່ບ່ຽງເບນ ຫຼື ບ່ຽງເບນເລັກນ້ອຍ.
ນອກຈາກນັ້ນ, ຂໍ້ຕໍ່ຂອງສາຍຄວນຈະຖືກຕ້ອງ, ແລະ ເສັ້ນຮອບວົງທັງສອງດ້ານຄວນຈະຄືກັນ.
ໃນລະຫວ່າງການນຳໃຊ້, ຖ້າມີການບ່ຽງເບນ, ຕ້ອງມີການກວດສອບຕໍ່ໄປນີ້ເພື່ອກຳນົດສາເຫດ ແລະ ປັບປຸງ. ຊິ້ນສ່ວນ ແລະ ວິທີການແກ້ໄຂການບ່ຽງເບນຂອງສາຍພານລຳລຽງທີ່ກວດສອບເລື້ອຍໆແມ່ນ:
(1) ກວດສອບຄວາມບໍ່ສອດຄ່ອງລະຫວ່າງເສັ້ນກາງແນວນອນຂອງລູກກິ້ງ ແລະ ເສັ້ນກາງຕາມລວງຍາວຂອງສາຍແອວລຳລຽງ. ຖ້າຄ່າທີ່ບໍ່ກົງກັນເກີນ 3 ມມ, ຄວນໃຊ້ຮູຕິດຕັ້ງຍາວທັງສອງດ້ານຂອງຊຸດລູກກິ້ງເພື່ອປັບມັນ. ວິທີການສະເພາະແມ່ນດ້ານໃດຂອງສາຍແອວລຳລຽງທີ່ມີຄວາມອຽງ, ດ້ານໃດຂອງກຸ່ມລູກກິ້ງເຄື່ອນທີ່ໄປຂ້າງໜ້າໃນທິດທາງຂອງສາຍແອວລຳລຽງ, ຫຼືອີກດ້ານໜຶ່ງເຄື່ອນທີ່ໄປທາງຫຼັງ.
(2) ກວດສອບຄ່າຄວາມບ່ຽງເບນຂອງສອງລະນາບຂອງບ່ອນນັ່ງຮັບນ້ຳໜັກຂອງໂຄງຫົວ ແລະ ຫາງ. ຖ້າຄວາມບ່ຽງເບນຂອງສອງລະນາບຫຼາຍກວ່າ 1 ມມ, ຄວນປັບລະນາບທັງສອງໃນລະນາບດຽວກັນ. ວິທີການປັບຂອງລູກກິ້ງຫົວແມ່ນ: ຖ້າສາຍພານລຳລຽງຫັນໄປທາງຂວາຂອງລູກກິ້ງ, ບ່ອນນັ່ງຮັບນ້ຳໜັກຢູ່ເບື້ອງຂວາຂອງລູກກິ້ງຄວນເຄື່ອນທີ່ໄປທາງໜ້າ ຫຼື ບ່ອນນັ່ງຮັບນ້ຳໜັກເບື້ອງຊ້າຍຄວນເຄື່ອນທີ່ໄປທາງຫຼັງ; ບ່ອນນັ່ງຮັບນ້ຳໜັກຢູ່ເບື້ອງຊ້າຍຂອງກອງຄວນເຄື່ອນທີ່ໄປທາງໜ້າ ຫຼື ບ່ອນນັ່ງຮັບນ້ຳໜັກຢູ່ເບື້ອງຂວາຄວນເຄື່ອນທີ່ໄປທາງຫຼັງ. ວິທີການປັບຂອງລູກກິ້ງຫາງແມ່ນກົງກັນຂ້າມກັບລູກກິ້ງຫົວ.
(3) ກວດສອບຕຳແໜ່ງຂອງວັດສະດຸຢູ່ເທິງສາຍພານລຳລຽງ. ຖ້າວັດສະດຸບໍ່ໄດ້ຢູ່ໃຈກາງຂອງພາກສ່ວນຕັດຂວາງຂອງສາຍພານລຳລຽງ, ມັນຈະເຮັດໃຫ້ສາຍພານລຳລຽງອຽງ. ຖ້າວັດສະດຸອຽງໄປທາງຂວາ, ສາຍພານຈະອຽງໄປທາງຊ້າຍ, ແລະໃນທາງກັບກັນ. ວັດສະດຸຄວນຈະຢູ່ໃຈກາງຫຼາຍເທົ່າທີ່ຈະຫຼາຍໄດ້ໃນລະຫວ່າງການໃຊ້ງານ. ເພື່ອຫຼຸດຜ່ອນ ຫຼື ຫຼີກລ່ຽງການອຽງຂອງສາຍພານລຳລຽງປະເພດນີ້, ສາມາດເພີ່ມແຜ່ນກັ້ນເພື່ອປ່ຽນທິດທາງ ແລະ ຕຳແໜ່ງຂອງວັດສະດຸ.












